English
English
 中文简体
中文简体
 русский
русский
Контент
Распространенные материалы пильных цепей 3/8 дюйма и методы термообработки влияют на срок их службы.
1. Общие материалы
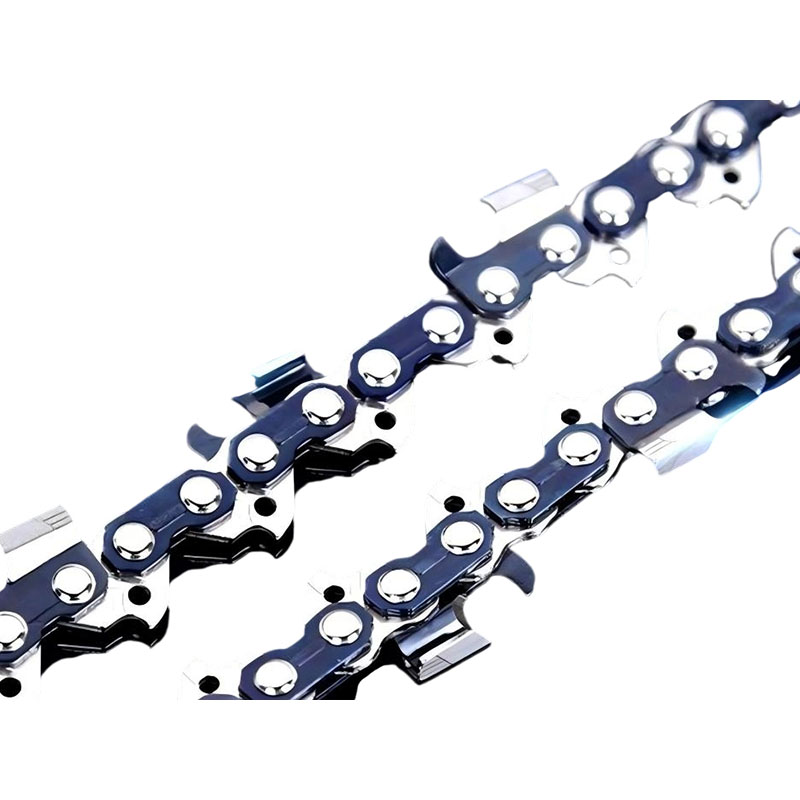
Большинство Пильная цепь 3/8 дюйма цепи изготовлены из высоколегированной инструментальной стали (например, серии 0,58 дюйма и 0,50 дюйма). Его химический состав в основном состоит из легирующих элементов, таких как углерод, кремний, марганец, хром, молибден и никель, что обеспечивает достаточную прочность и хорошую ударную вязкость.
Для повышения износостойкости некоторые изделия имеют твердое хромирование или твердосплавное покрытие зубьев цепи, что создает чрезвычайно высокую поверхностную твердость, что значительно замедляет износ кончиков зубьев.
Чтобы удовлетворить требования к малошумной и легкой конструкции, также доступны легкие цепи из низколегированной стали или высокопрочной легированной стали, подходящие для легких операций.
2. Процесс термообработки
Стандартные цепи после формирования должны пройти закалочно-отпускную термическую обработку: сначала закалку в масле или воде при температуре 880-980°С для преобразования микроструктуры в мартенсит, затем отпуск при 590-640°С для снижения хрупкости и повышения ударной вязкости.
Для высоколегированных цепей часто применяют двухфазную термическую обработку (высокотемпературную обработку на раствор с последующим низкотемпературным отпуском) для достижения более равномерного распределения твердости и предотвращения сегрегации выделенных фаз.
Передовые методы термообработки (например, лазерная закалка) позволяют образовывать чрезвычайно тонкий слой высокой твердости на кончиках зубьев, дольше сохраняя остроту режущей кромки и одновременно снижая риск термического растрескивания.
3. Улучшение твердости и износостойкости за счет термообработки.
Закалка-отпуск позволяет повысить твердость цепи до 48-55 HRC, что существенно повышает износостойкость.
Точный контроль температуры отпуска определяет баланс между твердостью и ударной вязкостью: слишком низкая температура отпуска приводит к чрезмерной твердости и хрупкости; слишком высокая температура отпуска приводит к недостаточной твердости и повышенному износу. Обработка поверхности, такая как лазерная закалка, обеспечивает твердость кончика зуба в 4-5 раз выше, чем у основания, что позволяет цепи сохранять остроту даже при высоких режущих нагрузках и продлевает общий срок ее службы.
4. Комплексное влияние на срок службы
Использование высоколегированной стали и сочетание ее с соответствующими процессами закалки и отпуска может увеличить срок службы цепи на 30–50%.
Покрытие поверхности твердым хромом или карбидом еще больше снижает износ кончиков зубьев, обеспечивая стабильную работу цепи в суровых условиях (например, при высоких температурах, влажности и пыльной древесине).
Неправильная термическая обработка (например, недостаточный или чрезмерный отпуск) может привести к появлению трещин и сколов, что значительно сокращает срок службы цепи. Поэтому производители (такие как Hengjiu Machinery Group) должны строго соблюдать параметры термообработки и проводить испытания на однородность твердости во время контроля качества, чтобы обеспечить долгосрочную надежность цепи.
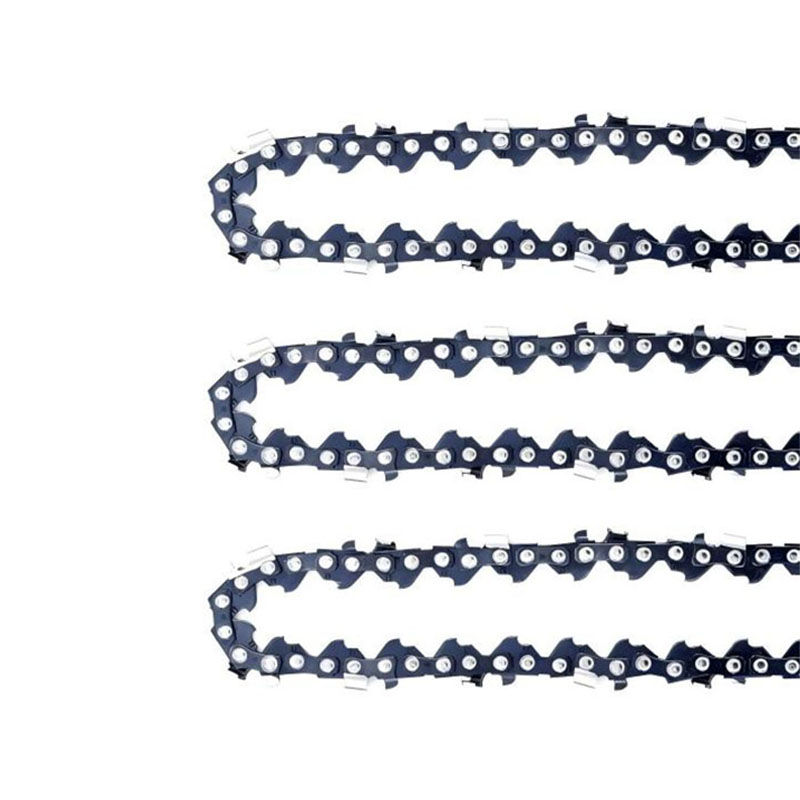
Как определить, является ли пильная цепь 3/8 дюйма цепью с низким уровнем вибрации и отдачи?
1. Геометрическая проверка
Форма ограничителя глубины: ограничитель глубины цепи с низкой отдачей имеет специальный скос или приподнятый профиль для ограничения глубины резания и уменьшения силы удара.
Конструкция зубьев и стяжных ремней: закругленные или скошенные зубья и более широкий стяжной ремень обеспечивают большую амортизацию во время резки, сводя к минимуму передачу вибрации.
Ведущее звено и низкопрофильное звено: ведущее звено и стяжной ремень низкопрофильной цепи расположены под углом, что создает больший зазор между кончиком зуба и направляющей шиной, тем самым подавляя вибрацию и уменьшая энергию отдачи.
2. Структура защиты от отдачи
Зубья, предотвращающие отдачу: специальные зубья, предотвращающие отдачу, расположены в передней части зубьев звездочки и позволяют преждевременно прерывать передачу мощности, если кончик направляющей шины касается твердого предмета. Ограждения и тормоза цепи: цепь оснащена правыми и левыми ограждениями, уловителем цепи и быстродействующей системой тормоза цепи, которая мгновенно останавливает цепь в случае ненормального отскока.
Закругленные или скошенные кончики зубьев. Закругленные кончики зубьев снижают силу удара при столкновении с твердыми предметами, что еще больше сводит к минимуму риск отскока.
3. Подавление вибрации
Материал и термическая обработка: для повышения ударопрочности кончиков зубьев и снижения вибрации, вызванной неровностями материала, используется равномерно закаленная высоколегированная сталь или твердое хромирование.
Сбалансированная конструкция: общая масса цепи распределена равномерно с разумным соотношением масс между ведущим звеном и шнуровкой, что сводит к минимуму вибрацию, вызванную центробежным дисбалансом во время работы.
Зазор: Минимальный зазор между звездочками и направляющей пластиной поглощает энергию удара во время резки, уменьшая амплитуду вибрации.
4. Практические методы тестирования
Время остановки тормоза цепи: стандартный тестер используется для измерения времени от активации тормоза цепи до полной остановки цепи. Значение 0,12 с или меньше считается приемлемым для низкого отскока. Измерение вибрацией: используйте акселерометр или виброметр для регистрации пиковой вибрации цепи во время ее работы. Цепь с пиковым значением ниже отраслевого порога (приблизительно 0,5g) считается маловибрационной.
Проверка угла среза: выполните тест на скос на стандартной древесине и запишите угол отскока, создаваемый цепью. Угол ≤ 30° считается малым отскоком.